
No último artigo eu tinha me comprometido a mostrar um exemplo de como a medição por amostragem de um processo sob controle pode ser feita por amostragem com um alto grau de confiabilidade. Neste artigo vou mostrar 3 gráficos que exemplificam o que tinha prometido.
No artigo anterior eu havia me comprometido em trazer um exemplo de análise de qualidade de um processo controlado analisado 100% e analisado por amostragem. Se você não leu o artigo anterior, sugiro clicar aqui para rever o que havia prometido.
O artigo terminava assim: Num próximo POST vou trazer um exemplo de um processo controlado e prevísivel medido 100% e o mesmo processo medido por amostragem e vou mostrar o desperdício de recurso na medição 100%.
Como promessa é dívida, vamos dar uma olhada no exemplo? Antes deixe-me deixar explicar de maneira clara e sucinta o que é um processo sob controle.
Processo sob controle: é um processo estável, que tem apenas variações do tipo "natural", isto é, trabalhando dentro de uma faixa esperada, pois não tem influências especiais. Por exemplo, um torno bem configurado com uma ferramenta sem desgaste e matéria prima adequada.
No meu exemplo, utilizando dados de um processo sob controle e capaz, fiz 3 cenários:
Nas análises que vamos fazer, vamos tentar focar nos resultados abaixo (além, claro, da parte visual):
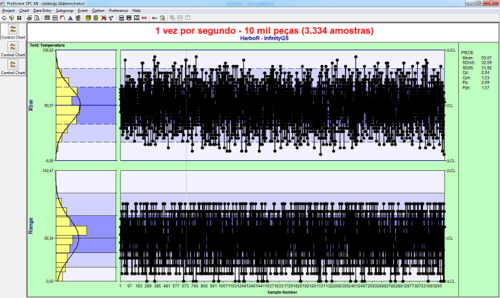
Vamos ver como ficou o primeiro cenário na imagem abaixo:
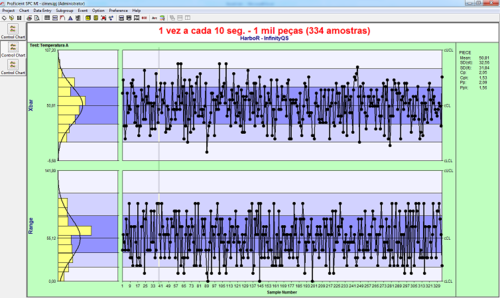
Vamos ver como ficou o segundo cenário na imagem abaixo:
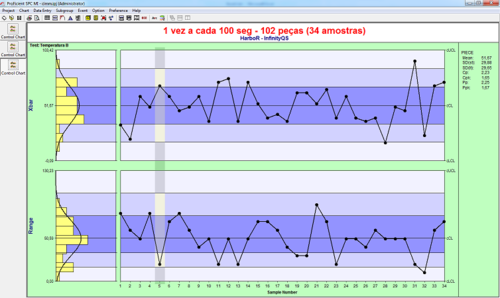
Vamos ver como ficou o tereceiro cenário na imagem abaixo:
Notaram alguma diferença? Ou apenas diferença visual?
Bom deixa eu ajudar. Vamos fazer uma tabelinha com os valores obtidos em cada gráfico e comparar.
| 10 mil peças | 1 mil peças | 100 peças | |
| Cp | 2,04 | 2,05 | 2,23 |
| Cpk | 1,53 | 1,53 | 1,65 |
| Média | 50,07 | 50,81 | 51,67 |
| Desvio Padrão (curto prazo) | 32,69 | 32,56 | 29,88 |
| Desvio Padrão (longo prazo) | 31,92 | 31,84 | 29,65 |
| Limite Superior de Controle Calculado | 106,69 | 107,20 | 103,42 |
| Limite Inferior de Controle Calculado | -6,55 | -5,58 | -0,09 |
Perceba que os dados estatísticos são quase os mesmos, mesmo diminuindo o tamanho da amostra de 10 mil para 1 mil e depois para 100 peças analisadas. Note que os limites de especificação deste processo foram configurados para:
- Limite superior de Especificação: 200
- Limite inferior de Especificação: -200
Continua depois da publicidade |
Ou seja, para este processo, que está sob controle e com os limites de especificação acima citados, pode-se observar que a variação entre a "Análise 100%" e a "Análise por Amostragem" é bem insignificante, o que nos faz concluir que, neste caso, a "Análise da Qualidade por Amostragem" é muito confiável, mesmo não medindo tudo o que passa na linha.
O exemplo acima foi inspirado em um caso real, no qual há uma produção de cerca de 10 peças por dia.
Agora image que nesta empresa há um custo de R$ 0,07 por análise feita (este é o custo real do processo no qual me inspirei), estamos falando, no nosso exemplo, em gastar em cada cenário o seguinte:
Levando em consideração que um dos principais equipamentos de produção desta mesma empresa tenha um valor ao redor de 200 mil reais (e isso é real), veja que se ganha 1 processo por ano mantendo a qualidade em alto nível.
Legal?! Eu, pessoalmente, fico fascinado com isso. Agora você pode me perguntar, e os alarmes e as tendências, e o risco de produzir fora de especificação? E eu te respondo, há uma técnica também para tudo isso, mas isso ficará para um próximo POST!! ;)
Gostaria muito de ouvir agora de vocês experiências similares ou qualquer comentário sobre este tema, sua contribuição é esencial!
PS: Para quem quiser, eu envio os dados da planilha original para provar que isso é real mesmo. Sem maquiagem, sem manipular. Pode me pedir, se precisar.

O autor é formado em Ciências da Computação pela UFSC onde também cursou mestrado. Trabalha desde 2002 na HarboR Informática Industrial, empresa que desenvolve soluções para controle de produção e controle de qualidade. Neste período atuou em mais de 100 projetos de controle de produção e controle de qualidade para indústrias de todos os portes do Brasil e de outros países como Canadá, Estados Unidos, México, Colômbia, Chile, Uruguai, França, Itália, Eslováquia e China. É também co-fundador e atual presidente do grupo Vertical Manufatura da Acate, um grupo que aproxima empresas de tecnologia e indústria de manufatura para discutir e desenvolver soluções que visam a diminuição de custos, aumento de qualidade e produtividade, assim como o cumprimento de normas legais e diminuição de recalls.
