Por Rafael Agnelli Mesquita, Giovani Verdi Cappucio e Celso Antonio Barbosa*
A crescente necessidade da indústria de aumentar sua competitividade motivou o desenvolvimento de um novo material, denominado VP100.
1. Introdução
Os moldes utilizados na conformação de plásticos são essenciais nessa área industrial, sendo normalmente de alta complexidade, para proporcionar características adequadas ao produto e elevada velocidade de produção. Os aços geralmente utilizados em moldes para plásticos, apesar de muitas vezes pouco ligados, possuem propriedades de limpeza microestrutural e de processamento que os diferenciam dos outros aços convencionais e ao carbono.
Dentre todos os materiais utilizados em moldes, os aços que mais se destacam são aqueles com dureza de 32 HRC. Compreendem os moldes mais comuns, destinados a peças não óticas e a processos que não afetam a vida do molde. Tipicamente, nestas aplicações são utilizados aços do tipo P20 (similares ao DIN 1.2738), com dureza de 32 HRC. Nestes, a fabricação do molde corresponde ao aspecto mais importante em termos de custo e tempo, e pelo fato de possuírem vida útil muito elevada (em alguns casos superior a 10 anos). Os pontos principais correspondem ao binômio usinabilidade e polibilidade/resposta à texturização.
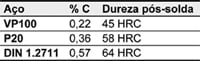
Os aços do tipo P20 modificados constituem, ainda, o principal volume empregado no Brasil e no mercado externo, o que torna esse ramo industrial muito padronizado. Contudo, a crescente necessidade de competitividade da indústria motivou o desenvolvimento de um novo material, denominado VP100. As propriedades deste material relacionam-se às suas características de tratamento térmico e, principalmente, a melhorias promovidas ao fabricante ou usuário do molde. A seguir o conceito deste novo material é mostrado, incluindo seu comportamento nas propriedades essenciais: polimento, resposta à texturização, usinabilidade e uniformidade de dureza.
2. Conceito da liga VP100
Os aços tradicionais para moldes com 32 HRC (~ 720 MPa de resistência) empregam elevados teores de elementos de liga, tipicamente Cr, Ni e Mn. Tais elementos conferem ao aço a propriedade de “temperabilidade”, ou seja, sua capacidade de endurecimento em grandes secções, por meio do tratamento de têmpera. Isso é essencial em moldes, visto que possuem cavidades profundas usinadas a partir de blocos de dimensões de, frequentemente, mais de 500 mm. Apesar de eficaz, a adição de tais elementos, principalmente o Ni, encarece o produto final.
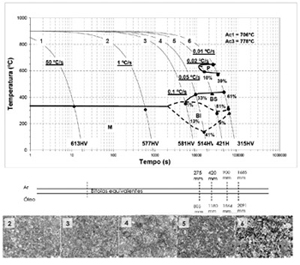
O aço VP100 foi desenvolvido para ser endurecido via resfriamento mais lento que o processo de têmpera tradicional. Isto ocorre graças ao efeito de elementos microligantes, como Ti e V, que promovem a formação de uma microestrutura de bainita inferior – de dureza homogênea, para resfriamentos lentos ou rápidos.
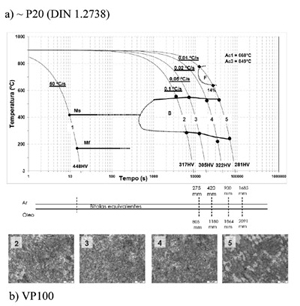
No P20, por outro lado, a bainita formada não possui dureza uniforme em função da taxa de resfriamento (isto é comparado na figura 1). E se o resfriamento não for acelerado, ocorre a formação de perlita, reduzindo drasticamente a dureza. Um comparativo dessas fases formadas é mostrado na figura 1.
.jpg)
3. Usinabilidade, polibilidade e resposta à texturização.
3.1 Usinabilidade
A ausência de tensões e a dureza homogênea do VP100 gera um comportamento muito mais uniforme na usinagem. Isto é sentido, principalmente, na usinagem de acabamento do material e na sua furação. Portanto, confere superior segurança nas etapas de manufatura do bloco. Em termos do processo de usinagem, é observado um melhor rendimento das ferramentas quando empregadas condições de avanço e velocidade diferenciadas do P20. Para o aço VP100 são mais indicadas menores velocidades de corte e maiores avanços. Nestas condições, os resultados de usinagem costumam ser aceitáveis.
3.2 Polibilidade e resposta à texturização
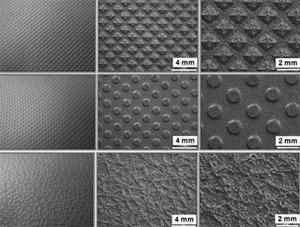
O comportamento do VP100 nos processos de texturização e polimento é equivalente ao dos aços P20, em termos das técnicas empregadas e dos resultados. Na figura 3 podem ser observadas imagens típicas de produtos texturizados. Mesmo a avaliação por estereoscópio, em maior aumento, não identificou problemas de texturização.
Vários moldes e base de moldes foram produzidos em VP100 até a data de elaboração do presente trabalho, substituindo o aço P20 ou aços similares. A figura 4 mostra os resultados de um exemplo empregado para produção de tampa de cestos. Este molde foi produzido com o aço VP100 substituindo o P20, sendo observados resultados equivalentes em termos de uso do molde no processo de injeção.
.jpg)
- Várias propriedades são necessárias nos aços para molde, relativas à sua fabricação ou ao uso final do molde. Desta forma, diferentes aços devem ser empregados para cada situação.
- Em moldes de 32 HRC, tradicionalmente empregam-se aços similares ao AISI P20. Nestas aplicações, o presente trabalho descreve as propriedades de um novo material, denominado VP100.
- O aço VP100 possui, devido a modificações de composição química e processo de tratamento térmico, diversas vantagens em relação ao aço P20, principalmente em termos de homogeneidade de dureza e soldabilidade.
Giovani Verdi Cappucio é engenheiro metalurgista e assessor técnico da Villares Metals S.A. ([email protected]).
Celso Antonio Barbosa é engenheiro metalurgista, membro da ABM e gerente de Tecnologia da Villares Metals S.A. ([email protected]).
Veja também:
Villares Metals lança aço de uso em moldes para plásticos