Fonte: II Assembléia Geral do IFM - 17/09/08
Palavras-chave: Ferro fundido vermicular, usinabilidade, Nodularidade, Torneamento.
Introdução
Atualmente, o uso do ferro fundido vermicular em diversas áreas, deve-se principalmente ao tipo de sua microestrutura, que oferece propriedades como: boa resistência mecânica, boa resistência à abrasão e a fadiga e boa condutividade térmica, mas que em contra partida diminui consideravelmente o tempo de vida das ferramentas de corte. Essa diiculdade está relacionada a fatores como: a necessidade de grandes forças de corte na usinagem, ausência de sulfeto de manganês em sua microestrutura e a nodularização da grafita [1, 2]. É sabido também, que o ferro fundido vermicular inclui invariavelmente algumas partículas (esferoidais) de grafita nodular. Enquanto a nodularidade aumenta, aumentam também a força e a rigidez diminuindo a usinabilidade e a condutividade térmica [2]. Portanto, peças que exigem usinagem extensiva, requerem um controle maior da microestrutura, permanecendo a nodularidade dentro de uma escala de 0-20% [2]. O trabalho se da pela avaliação dos tempos de vida gerados por ferramentas de metal-duro na usinagem de ligas de ferro fundido vermicular com diferentes nodularidades da grafita, chegando à conclusão de qual microestrutura traz propriedades benéficas a usinagem.
Objetivos
Este trabalho visa avaliar a influência que a variação na forma da grafita no ferro fundido vermicular tem sobre o desgaste e tempo de vida de ferramentas de corte de metal-duro, através de ensaios de torneamento longitudinal.
Metodologia
Para realização dos ensaios foi escolhido o processo de torneamento por ser um dos processos mais utilizados e por apresentar condições práticas da indústria. Foram utilizadas também, ferramentas de metal-duro revestidas com nitreto de titânio (TiN) e carbonitreto de titânio (TiCN) e óxido de alumínio (Al2O3). Os parâmetros de corte utilizados foram definidos com base na literatura e
fornecedores de ferramentas e são: Velocidade de corte Vc [m/min] = 160, avanço f [mm] = 0,2, e profundidade de corte ap [mm] = 0,5. O critério de fim de vida das ferramentas foi adotado como sendo VB=0,3mm. As ligas foram caracterizadas, e suas principais propriedades são apresentadas na Figura 1.
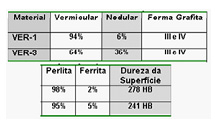
Figura 1. Propriedades das ligas ensaiadas.
Resultados e discussão
Independente da liga que foi ensaiada o trabalho deixou claro que ferramentas de metal-duro são a melhor escolha na usinagem do ferro fundido vermicular, em função do desempenho obtido nos ensaios. As ferramentas neste trabalho foram deinidas como MD- 3215, MD-3005 e MD-AC700, de acordo com o revestimento e fabricante. Na usinagem da liga com baixa nodularização da grafita, VER-1, houve pequenas variações nos resultados, sendo a ferramenta MD-3215 a que teve maior tempo de vida e a ferramenta MD-AC700 foi a de melhor desempenho na usinagem da liga VER-3, com nodularização da grafita acima do recomendado na literatura, sendo também seu desempenho pouco melhor que a MD-3005. Essa diferença de resultados pode ser associada aos diferentes tipos de revestimentos das ferramentas. Outro fator veriicado foi que com o aumento da nodularização da grafita de 6% na liga VER-1 para 36% na liga VER-3 houve um aumento na vida das ferramentas MDAC700 e MD-3005, contrariando a literatura [2] que afirma que o aumento na nodularização diminui a usinabilidade do material pelo aumento da resistência a tração e diminuição da condutividade térmica. O desgaste observado nas ferramentas é puramente abrasivo, como pode ser visto na Figura 2. Para ter uma visão geral dos resultados obtidos nos ensaios das ligas de ferro fundido vermicular a Figura 3 mostra um comparativo geral entre as ferramentas de metal-duro.
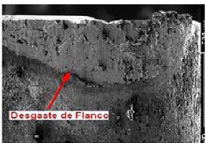
Figura 2. Desgaste da ferramenta de metal-duro.
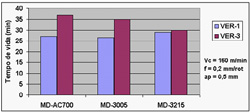
Figura 3. Resultados obtidos na usinagem do vermicular com ferramentas de metal-duro.
Conclusões
Pode-se concluir que a liga que ofereceu maior resistência na usinagem com ferramentas de metal-duro foi a VER-1, principalmente às ferramentas MD-AC700 e MD-3005. A baixa usinabilidade da liga VER-1 apesar de sua baixa nodularização da grafita pode ser atribuída a inclusões duras como a cementita presentes na liga devida a diminuição da inoculação para obtenção de uma liga com menor quantidade de nódulos. Já na liga VER-3 o desgaste deve-se ao maior tempo de contato entre o cavaco e a ferramenta de corte. O mecanismo de desgaste foi predominantemente abrasivo, causado pelo contato entre a ferramenta e peça e pelo aumento da temperatura na região de contato.
Agradecimentos
Ao MCT/CNPq/IFM II e aos fornecedores das ferramentas de metal-duro e do material utilizado para a realização da pesquisa.
Referências
[1] DORÉ, Christian, Influência da Variação da Nodularidade na Usinabilidade do Ferro Fundido Vermicular. Dissertação de mestrado, UFSC, Outubro de 2007
[2] REUTER, U., SCHULZ, H., DAWSON, S., HOLLINGER, I., ROBBINS,M., DAETH, J. The Effect of Metallurgical Variables on the Machinability of Compacted Graphite Iron. Society of automotive engineers, Inc, Alemanha, 2001, p 1-18.
.jpg)
Christian Doré, Lourival Boehs
Universidade Federal de Santa Catarina. Dep. de Eng. Mecânica – Florianópolis, SC, Brasil
[email protected]
Universidade Federal de Santa Catarina. Dep. de Eng. Mecânica – Florianópolis, SC, Brasil
[email protected]
Palavras-chave: Ferro fundido vermicular, usinabilidade, Nodularidade, Torneamento.
Introdução
Atualmente, o uso do ferro fundido vermicular em diversas áreas, deve-se principalmente ao tipo de sua microestrutura, que oferece propriedades como: boa resistência mecânica, boa resistência à abrasão e a fadiga e boa condutividade térmica, mas que em contra partida diminui consideravelmente o tempo de vida das ferramentas de corte. Essa diiculdade está relacionada a fatores como: a necessidade de grandes forças de corte na usinagem, ausência de sulfeto de manganês em sua microestrutura e a nodularização da grafita [1, 2]. É sabido também, que o ferro fundido vermicular inclui invariavelmente algumas partículas (esferoidais) de grafita nodular. Enquanto a nodularidade aumenta, aumentam também a força e a rigidez diminuindo a usinabilidade e a condutividade térmica [2]. Portanto, peças que exigem usinagem extensiva, requerem um controle maior da microestrutura, permanecendo a nodularidade dentro de uma escala de 0-20% [2]. O trabalho se da pela avaliação dos tempos de vida gerados por ferramentas de metal-duro na usinagem de ligas de ferro fundido vermicular com diferentes nodularidades da grafita, chegando à conclusão de qual microestrutura traz propriedades benéficas a usinagem.
Objetivos
Este trabalho visa avaliar a influência que a variação na forma da grafita no ferro fundido vermicular tem sobre o desgaste e tempo de vida de ferramentas de corte de metal-duro, através de ensaios de torneamento longitudinal.
Metodologia
Para realização dos ensaios foi escolhido o processo de torneamento por ser um dos processos mais utilizados e por apresentar condições práticas da indústria. Foram utilizadas também, ferramentas de metal-duro revestidas com nitreto de titânio (TiN) e carbonitreto de titânio (TiCN) e óxido de alumínio (Al2O3). Os parâmetros de corte utilizados foram definidos com base na literatura e
fornecedores de ferramentas e são: Velocidade de corte Vc [m/min] = 160, avanço f [mm] = 0,2, e profundidade de corte ap [mm] = 0,5. O critério de fim de vida das ferramentas foi adotado como sendo VB=0,3mm. As ligas foram caracterizadas, e suas principais propriedades são apresentadas na Figura 1.
Figura 1. Propriedades das ligas ensaiadas.
Resultados e discussão
Independente da liga que foi ensaiada o trabalho deixou claro que ferramentas de metal-duro são a melhor escolha na usinagem do ferro fundido vermicular, em função do desempenho obtido nos ensaios. As ferramentas neste trabalho foram deinidas como MD- 3215, MD-3005 e MD-AC700, de acordo com o revestimento e fabricante. Na usinagem da liga com baixa nodularização da grafita, VER-1, houve pequenas variações nos resultados, sendo a ferramenta MD-3215 a que teve maior tempo de vida e a ferramenta MD-AC700 foi a de melhor desempenho na usinagem da liga VER-3, com nodularização da grafita acima do recomendado na literatura, sendo também seu desempenho pouco melhor que a MD-3005. Essa diferença de resultados pode ser associada aos diferentes tipos de revestimentos das ferramentas. Outro fator veriicado foi que com o aumento da nodularização da grafita de 6% na liga VER-1 para 36% na liga VER-3 houve um aumento na vida das ferramentas MDAC700 e MD-3005, contrariando a literatura [2] que afirma que o aumento na nodularização diminui a usinabilidade do material pelo aumento da resistência a tração e diminuição da condutividade térmica. O desgaste observado nas ferramentas é puramente abrasivo, como pode ser visto na Figura 2. Para ter uma visão geral dos resultados obtidos nos ensaios das ligas de ferro fundido vermicular a Figura 3 mostra um comparativo geral entre as ferramentas de metal-duro.
Figura 2. Desgaste da ferramenta de metal-duro.
Figura 3. Resultados obtidos na usinagem do vermicular com ferramentas de metal-duro.
Pode-se concluir que a liga que ofereceu maior resistência na usinagem com ferramentas de metal-duro foi a VER-1, principalmente às ferramentas MD-AC700 e MD-3005. A baixa usinabilidade da liga VER-1 apesar de sua baixa nodularização da grafita pode ser atribuída a inclusões duras como a cementita presentes na liga devida a diminuição da inoculação para obtenção de uma liga com menor quantidade de nódulos. Já na liga VER-3 o desgaste deve-se ao maior tempo de contato entre o cavaco e a ferramenta de corte. O mecanismo de desgaste foi predominantemente abrasivo, causado pelo contato entre a ferramenta e peça e pelo aumento da temperatura na região de contato.
Agradecimentos
Ao MCT/CNPq/IFM II e aos fornecedores das ferramentas de metal-duro e do material utilizado para a realização da pesquisa.
Referências
[1] DORÉ, Christian, Influência da Variação da Nodularidade na Usinabilidade do Ferro Fundido Vermicular. Dissertação de mestrado, UFSC, Outubro de 2007
[2] REUTER, U., SCHULZ, H., DAWSON, S., HOLLINGER, I., ROBBINS,M., DAETH, J. The Effect of Metallurgical Variables on the Machinability of Compacted Graphite Iron. Society of automotive engineers, Inc, Alemanha, 2001, p 1-18.