Fonte: II Assembléia Geral do IFM - 21/10/08
Ildeu Lúcio Siqueira¹, Helder Barbieri Lacerda², Roberto Araújo Piacesi³, Paulo Sérgio Martins³
¹ Centro Federal de Educação Tecnologia de Goiás, Goiânia-GO
² Universidade Federal de Uberlândia, UFU-FEMEC, Uberlândia-MG
³ FPT Powertrain Technologies. Engenharia de Manufatura, Betim- MG
[email protected], [email protected], [email protected], [email protected]
¹ Centro Federal de Educação Tecnologia de Goiás, Goiânia-GO
² Universidade Federal de Uberlândia, UFU-FEMEC, Uberlândia-MG
³ FPT Powertrain Technologies. Engenharia de Manufatura, Betim- MG
[email protected], [email protected], [email protected], [email protected]
Resumo
Este trabalho está sendo desenvolvido em parceria com a empresa Fiat Powertrain Technologies. O objetivo é estudar o mandrilhamento para rebaixamento guiado das sedes de válvulas de admissão do motor de combustão interna Fiat Fire 1.4, feito com lâminas de CBN. As sedes são usinadas a partir de anéis de aço sinterizado de elevada dureza (370-410 HB). As vibrações excessivas são freqüentes nesse tipo de operação e levam o operador a reduzir a velocidade de corte ou o avanço, com prejuízo da produtividade. A justificativa para realizar este trabalho é que existe a necessidade de conhecer melhor a influência da velocidade de corte, avanço, profundidade de corte e concentração do fluido de corte nas vibrações e na rugosidade superficial resultantes da usinagem das sedes de válvulas, para que as condições de corte ótimas possam ser conhecidas. Com isso, pode-se obter um corte estável, com maior produtividade e menor gasto com ferramentas, além de garantir maior estanqueidade dos cilindros, reduzindo a emissão de gases do motor. Os testes realizados mostram que a vibração e a rugosidade tendem a diminuir com o aumento da velocidade de corte e do avanço. Por enquanto, a redução obtida na amplitude de vibração foi da ordem de 20%, enquanto que a rugosidade superficial foi reduzida em torno de 10% para determinadas condições de corte.
Pelo modelo reduzido definido estatisticamente, a condição que resultou em menor amplitude RMS de aceleração do sistema foi para o avanço 0,04 mm/dente e velocidade de corte 80 m/min. Para estes níveis das variáveis, o modelo previu uma amplitude RMS de vibração
(aceleração) da ferramenta de 2,17 m/s2, que é bem próximo do valor observado (2,02 m/s2) experimentalmente. Além disso, as análises realizadas mostram que existe um intervalo ideal na faixa de 80 a 100 m/min e avanços de 0,04 a 0,08 mm/dente para o conjunto máquina-ferramenta-peça, mas merece um pouco mais de investigação. O trabalho encontrase em andamento, mas os resultados mostram que a concentração do fluido de corte não acarretou mudanças signiicativas na vibração da ferramenta (a variação foi menor que o desvio padrão). A tolerância para rugosidade média (Ra) pelas normas internas do fabricante é de 0,80 μm, sendo que na linha de produção essa rugosidade não passa de 0,16 μm e nos testes realizados ficou bem abaixo desses valores. As ferramentas usadas neste trabalho são idênticas às usadas na linha de produção da Fiat Powertrain. As ferramentas possuem um jogo de lâminas de CBN de 15°, 30°, 45° e 90° e um alargador para desbaste e acabamento usadas na usinagem das sedes de válvulas de admissão do motor Fire 1.4. A Fig. 1 mostra o desenho de uma ferramenta e a Tabela 1 mostra os resultados de alguns dos testes experimentais.
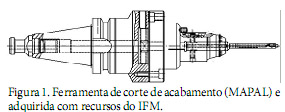
Tabela 1. Resultados de 14 testes experimentais com planejamento composto central
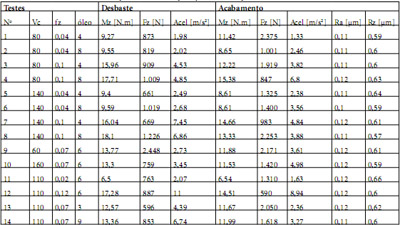
Obs.: Vc em m/min; fz em mm/dente e óleo em %.
Agradecimentos
Os autores deste trabalho agradecem ao Instituto Fábrica do Milênio (IFM), à Fiat Powertrain Technologies (FPT) e à Capes pelo apoio financeiro. Agradecem à equipe do LEPU/UFU e do LTM/UFU pelo apoio técnico. Agradecem ao Centro Federal de Educação Tecnológica de Goiás – CEFET-GO pelo uso de sua infra-estrutura, com destaque para o Núcleo de Pesquisas em Fabricação e sua equipe.
Referências
1. DIAS, A. M., 2005. Desenvolvimento e Fabricação de Componentes Sinterizados. Aço sinterizado. Versão 1. Tecsinter Metalurgia Ltda. Canoas - RS – Brasil. Disponível em: www.tecsinter.com.br. Acesso em: 10/2005.
2. DOS SANTOS, R. G., 2004. Avaliação do Processo de Alargamento de Guias de Válvulas. Dissertação de Mestrado. Engenharia Mecânica, Universidade Federal do Paraná. Curitiba, PR.
3. FIAT, 2005. Fiat Auto Normazione. Sedi Valvola In Materiale Sinterizzato. F.A.Powertrain Ltda. Engenharia de Manufatura. Tecnologia de Ferramentas. Betim- MG.
4. MAPAL, 2007. Catálogo técnico de ferramentas de precisão para indústrias automotivas. Mapal do Brasil. Ibirité-MG –Brasil. www.mapal.com.
5. POLLI, M. L., WEINGAERTNER, W. L., SCHROELTER, R. R., ZEILMANN, R. P., 2005. Análise da Estabilidade Dinâmica do Processo de Fresamento a Altas Velocidades de Corte. Engenharia Mecânica. Universidade Federal de Santa Catarina. Florianópolis: SC. 214 p.
6. TRENT, E. M.; WRIGHT, P. K., 2000. Metal Cutting. 4th Ed., Butterworths – Heinemann. 446 p.

Este trabalho está sendo desenvolvido em parceria com a empresa Fiat Powertrain Technologies. O objetivo é estudar o mandrilhamento para rebaixamento guiado das sedes de válvulas de admissão do motor de combustão interna Fiat Fire 1.4, feito com lâminas de CBN. As sedes são usinadas a partir de anéis de aço sinterizado de elevada dureza (370-410 HB). As vibrações excessivas são freqüentes nesse tipo de operação e levam o operador a reduzir a velocidade de corte ou o avanço, com prejuízo da produtividade. A justificativa para realizar este trabalho é que existe a necessidade de conhecer melhor a influência da velocidade de corte, avanço, profundidade de corte e concentração do fluido de corte nas vibrações e na rugosidade superficial resultantes da usinagem das sedes de válvulas, para que as condições de corte ótimas possam ser conhecidas. Com isso, pode-se obter um corte estável, com maior produtividade e menor gasto com ferramentas, além de garantir maior estanqueidade dos cilindros, reduzindo a emissão de gases do motor. Os testes realizados mostram que a vibração e a rugosidade tendem a diminuir com o aumento da velocidade de corte e do avanço. Por enquanto, a redução obtida na amplitude de vibração foi da ordem de 20%, enquanto que a rugosidade superficial foi reduzida em torno de 10% para determinadas condições de corte.
Pelo modelo reduzido definido estatisticamente, a condição que resultou em menor amplitude RMS de aceleração do sistema foi para o avanço 0,04 mm/dente e velocidade de corte 80 m/min. Para estes níveis das variáveis, o modelo previu uma amplitude RMS de vibração
(aceleração) da ferramenta de 2,17 m/s2, que é bem próximo do valor observado (2,02 m/s2) experimentalmente. Além disso, as análises realizadas mostram que existe um intervalo ideal na faixa de 80 a 100 m/min e avanços de 0,04 a 0,08 mm/dente para o conjunto máquina-ferramenta-peça, mas merece um pouco mais de investigação. O trabalho encontrase em andamento, mas os resultados mostram que a concentração do fluido de corte não acarretou mudanças signiicativas na vibração da ferramenta (a variação foi menor que o desvio padrão). A tolerância para rugosidade média (Ra) pelas normas internas do fabricante é de 0,80 μm, sendo que na linha de produção essa rugosidade não passa de 0,16 μm e nos testes realizados ficou bem abaixo desses valores. As ferramentas usadas neste trabalho são idênticas às usadas na linha de produção da Fiat Powertrain. As ferramentas possuem um jogo de lâminas de CBN de 15°, 30°, 45° e 90° e um alargador para desbaste e acabamento usadas na usinagem das sedes de válvulas de admissão do motor Fire 1.4. A Fig. 1 mostra o desenho de uma ferramenta e a Tabela 1 mostra os resultados de alguns dos testes experimentais.
Tabela 1. Resultados de 14 testes experimentais com planejamento composto central
Obs.: Vc em m/min; fz em mm/dente e óleo em %.
Agradecimentos
Os autores deste trabalho agradecem ao Instituto Fábrica do Milênio (IFM), à Fiat Powertrain Technologies (FPT) e à Capes pelo apoio financeiro. Agradecem à equipe do LEPU/UFU e do LTM/UFU pelo apoio técnico. Agradecem ao Centro Federal de Educação Tecnológica de Goiás – CEFET-GO pelo uso de sua infra-estrutura, com destaque para o Núcleo de Pesquisas em Fabricação e sua equipe.
Referências
1. DIAS, A. M., 2005. Desenvolvimento e Fabricação de Componentes Sinterizados. Aço sinterizado. Versão 1. Tecsinter Metalurgia Ltda. Canoas - RS – Brasil. Disponível em: www.tecsinter.com.br. Acesso em: 10/2005.
2. DOS SANTOS, R. G., 2004. Avaliação do Processo de Alargamento de Guias de Válvulas. Dissertação de Mestrado. Engenharia Mecânica, Universidade Federal do Paraná. Curitiba, PR.
3. FIAT, 2005. Fiat Auto Normazione. Sedi Valvola In Materiale Sinterizzato. F.A.Powertrain Ltda. Engenharia de Manufatura. Tecnologia de Ferramentas. Betim- MG.
4. MAPAL, 2007. Catálogo técnico de ferramentas de precisão para indústrias automotivas. Mapal do Brasil. Ibirité-MG –Brasil. www.mapal.com.
5. POLLI, M. L., WEINGAERTNER, W. L., SCHROELTER, R. R., ZEILMANN, R. P., 2005. Análise da Estabilidade Dinâmica do Processo de Fresamento a Altas Velocidades de Corte. Engenharia Mecânica. Universidade Federal de Santa Catarina. Florianópolis: SC. 214 p.
6. TRENT, E. M.; WRIGHT, P. K., 2000. Metal Cutting. 4th Ed., Butterworths – Heinemann. 446 p.