Quando você ver o carro supersônico Bloodhound alcançar a velocidade de 1610 km/h durante sua tentativa de quebrar o Recorde Mundial de Velocidade em Terra, em 2016, saiba que o Edgecam tem papel fundamental nesta marca. Isto porque uma parte essencial da fixação do conjunto do motor do foguete foi feita utilizando o software.

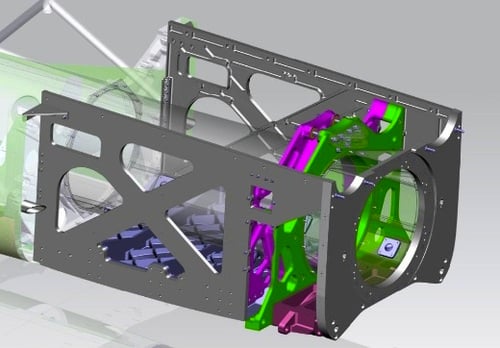
O quadro inferior traseiro do carro foi desenvolvido no Centro de Pesquisa de Manufatura Avançada Nuclear (Nuclear AMRC) de Sheffield no Reino Unido. O engenheiro de produção do Centro, Andrew Wright, disse que a precisão dos caminhos de ferramenta do Edgecam foi vital para permitir alcançar as tolerâncias extremamente exigentes, necessárias neste grande e complexo conjunto, que se encaixa dentro de uma casca externa de titânio.

O Projeto Bloodhound (Cão de Caça em Inglês) é liderado por Richard Noble, que quebrou o recorde em 1983 com o "Thrust 2". Além do objetivo de quebrar o recorde existente de 1610 quilômetros por hora, Bloodhound também tem a intenção de estimular os jovens sobre a manufatura e a engenharia. O carro é uma mistura da tecnologia automotiva e aeronáutica, alimentado pelo motor utilizado na aeronave "Eurofighter Typhoon", juntamente com um foguete híbrido; o motor a jato irá acelerar o carro até aproximadamente 480 km/h e em seguida o foguete irá aumentar a velocidade até aproximadamente 1610 km/h. Um terceiro motor - um motor à gasolina V8 Cosworth CA2010 Formula 1 de 750hp 2.4-litro - é usado como uma unidade auxiliar de potência.
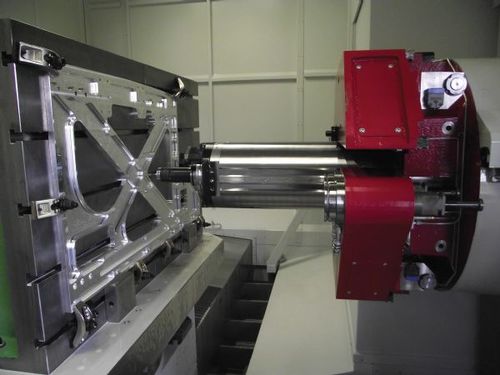
O corpo e o chassi estão sendo fabricados com uma gama de técnicas de projeto e manufatura avançadas, incluindo uma solução de engenharia de produção específica baseada no software Edgecam que impede a distorção da parede lateral do quadro inferior traseiro dos painéis estruturais. Os painéis de 1,6 x 1m, os quais foram produzidos pelo "Nuclear AMRC" em sua mandrilhadora horizontal "Starrag Heckert HEC 1800", precisam se encaixar com outras partes no conjunto traseiro que é vital para manter o foguete perfeitamente alinhado apontando para trás e fornecendo impulso para baixo quando o piloto de caça da RAF, e atual recordista mundial de velocidade em terra, Andrew Green, dirigir na África do Sul em 2015 e 2016.
Continua depois da publicidade |
O papel do Edgecam
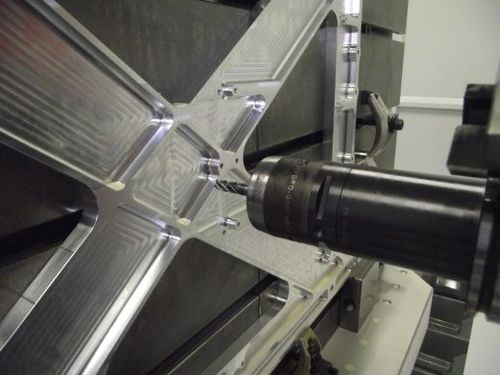
Enquanto uma tolerância de usinagem típica de fresamento é de ±0.1mm, algumas paredes finas foram usinadas com tolerância de ±0.05mm e os diâmetros de furações com tolerância de ±0.025mm. Andrew Wright explica que a matéria prima original do alumínio aeroespacial 7075 é de 80mm de espessura; enquanto o componente acabado tem 20mm de espessura - e algumas paredes tem espessura de apenas 6mm. “A remoção desta grande quantidade de material mantendo o nivelamento e forma do componente deste tamanho foi um grande desafio.", revela o engenheiro.
A sua principal preocupação quando começou a programar foi que a peça ficasse distorcida e que tivessem muito trabalho para manter a espessura de parede necessária. “Se uma das paredes ficasse muito fina, o componente poderia não ficar forte o bastante. Entretanto, a estratégia de desbaste do Edgecam e os ciclos de acabamento funcionaram perfeitamente."
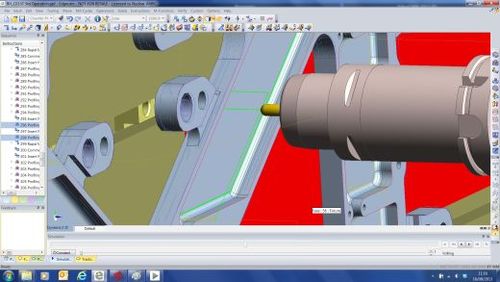
Utilizando software CAD 3D, Andrew construiu o set-up da máquina, que o Edgecam lhe permitiu importá-lo diretamente. Isto inclui o modelo da peça originalmente fornecido pela Bloodhound no CAD 3D, o modelo de bruto modificado e todos os grampos e elementos de fixação. De acordo com Andrew, a possibilidade do Edgecam ler uma grande gama de formatos de modelos e manipular montagens foi essencial, especialmente por ser preciso múltiplos set-ups de peça.
Embora algumas operações de usinagem 3+2 tenham sido utilizadas, a maior parte do trabalho foi em usinagem com três eixos, fresamento de contorno e perfilamento, com quarto eixo rotativo para alcançar características adicionais. "O Edgecam foi absolutamente perfeito para isto; nós configuramos múltiplos zeramentos e indexações entre estes zeramentos - tudo dentro do mesmo set-up. Eu construí o número máximo de processos que é possível na manufatura dentro do Edgecam antes de realizar a simulação final."
O Edgecam adaptou exatamente os caminhos de ferramenta para as características que Wright precisou usinar, particularmente quando precisou deixar um material extra para fixação. Com a falta de sobre-metal no comprimento ou largura da matéria prima, foi preciso de áreas para fixação; estas áreas foram removidas posteriormente. "Com a difícil forma do componente e a pequena quantidade de material do bruto, a habilidade do Edgecam em controlar precisamente os movimentos de ligação e entrada/saída entre as seções, nos permitiu produzir transições seguras e suaves entre as características e áreas usinadas."
Para a usinagem principal, Wright manteve o menor número de cortes possível. "Como nós estamos buscando realizar processos seguros e precisos, mais do que operações de alta-produtividade, eu utilizei apenas três ferramentas de corte para realizar a maior parte da usinagem - uma fresa de topo de metal duro, uma fresa esférica de metal duro para finalizar os perfis e uma fresa de chanfrar para rebarbar o maior número de componentes possíveis na máquina." Conforme Andrew, além do Edgecam, o Edgecam Code Wizard foi outro grande diferencial no desenvolvimento do projeto.
"Como estamos usando uma máquina nova, nós tínhamos apenas um pós-processador para simulação do modelo antecessor da máquina - a Starrag 1600 - mas o Edgecam fez com que fosse bem simples sua criação, em efeito, um pós processador "filho" para a nova 1800. Isto me deu absoluta confiança nos caminhos de ferramenta que transferimos para o chão de fábrica e eu não precisei fazer muito no simulador da máquina, sabendo que o código-G X-Y entre as duas simulações não foi afetado.", conclui Wright.
Programação no Edgecam
Usinagem no Bloodhound

Notícias relacionadas

SKA agora é revenda de apalpadores m&h da Hexagon para máquinas-ferramenta
Os sistemas para medição em processo e autocontrole reduzem os tempos de preparação e garantem completa visibilidade dos resultados de cada usinagem.