por
Patrick de Vos* | 10/11/2014
Uma abordagem equilibrada com relação à economia na produção
As operações de usinagem se concentram na produção de peças de precisão, com o menor custo possível, maximizando, assim, a rentabilidade. A forma tradicional de reduzir os custos de usinagem é aumentar a taxa de produção com parâmetros de usinagem mais agressivos, geralmente concentrando-se em maior velocidade de corte. Essa abordagem, no entanto, não reconhece fatores de custo significativos, que incluem despesas com peças sucateadas e tempos de parada na produção. Uma estratégia que tenha uma visão global da economia de produção durante o processo proporciona melhor equilíbrio entre produtividade e os custos de produção, com todos os fatores de custo incluídos.
Controle dos custos
Em essência, alguns elementos que compõem os custos de produção fogem ao controle do fabricante. Por exemplo, o tipo e o custo do material da peça são ditados pela utilização final do componente usinado. Não é possível economizar dinheiro com a substituição de ferro fundido cinzento por Inconel® em um motor de turbina. Da mesma forma, o investimento de uma fábrica em ferramentas de usinagem, na respectiva manutenção e na capacidade de operá-las é, basicamente, um custo fixo, que geralmente envolve pagamentos contínuos sobre empréstimos para equipamentos. Os custos de mão de obra são um pouco mais flexíveis, mas são efetivamente fixos, pelo menos no curto prazo. Todos esses custos, além do custo das ferramentas, devem ser compensados com a receita proveniente da venda de componentes usinados. O aumento da taxa de produção - a velocidade na qual as peças são convertidas em produtos acabados - pode compensar os custos fixos.
Continua depois da publicidade |
Mais rápido não é necessariamente melhor
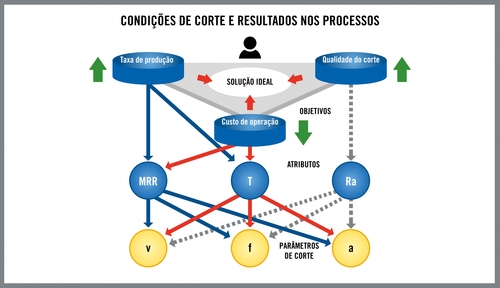
Entre os elementos do processo de usinagem que os fabricantes podem controlar estão os parâmetros de uso das ferramentas de corte. Diferentes ferramentas, técnicas e estratégias afetam as taxas de produção. Além disso, muitas oficinas acreditam que o simples aumento da velocidade de corte produzirá mais peças por período de tempo e, assim, reduzirá os custos de produção.
A situação é mais complexa. Velocidades de corte maiores têm um preço. Em geral, quanto mais rápida for executada uma operação, menos estável ela se torna. As tensões entre elas, maiores forças de corte e geração de calor, afetam a ferramenta e a peça. O desgaste da ferramenta é mais rápido e menos consistente. A ferramenta pode romper-se e danificar a peça. O desgaste ou vibração da ferramenta pode causar variação nas dimensões da peça e/ou prejudicar o acabamento de superfície. O resultado são peças imperfeitas, cujo custo deve ser subtraído do lucro. De acordo com o valor do material da peça e da aplicação final do componente - por exemplo, uma superliga dispendiosa destinada a um componente aeroespacial complexo -, o sucateamento de uma peça pode ter um efeito devastador sobre o custo global da operação de produção. Além disso, um processo que opere no limiar da confiabilidade não pode ser executado sem fiscalização ou com fiscalização parcial, eliminando assim uma possível fonte de economia de mão de obra.
O aumento da velocidade de corte também tem efeito direto sobre a vida da ferramenta. Velocidades muito altas aceleram o desgaste da ferramenta ao ponto de se tornar necessária a troca frequente de ferramentas. Como as ferramentas se desgastam mais rapidamente, são necessárias mais ferramentas para dar acabamento no mesmo número de peças. Os ganhos teóricos obtidos no custo de produção e na taxa de produtividade se reduzem devido ao custo adicional das ferramentas e ao custo do tempo de parada para troca das ferramentas de usinagem.
Custo do tempo de parada das máquinas
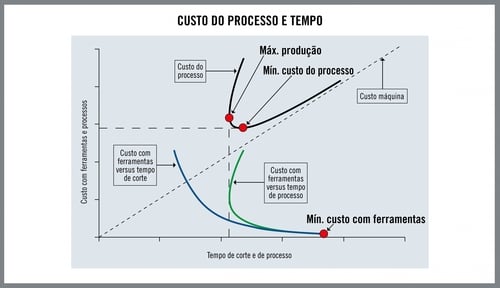
Velocidades mais altas aumentam o custo das ferramentas de corte, mas também, inicialmente, reduzem o custo das ferramentas de usinagem. Como a ferramenta de usinagem produz mais peças por período de tempo, podem-se aplicar mais recursos nos custos fixos da máquina. No entanto, quando a velocidade aumenta além de certo ponto, o custo das ferramentas de usinagem começa a aumentar novamente. A vida da ferramenta se torna tão curta que a redução do custo com a ferramenta de usinagem tem um efeito menor do que o custo rapidamente crescente das ferramentas e o tempo de parada para trocas de ferramentas. Além disso, em alguns casos, velocidades de corte extremamente altas e parâmetros de usinagem muito agressivos podem se somar ao custo de manutenção das ferramentas de usinagem e até mesmo resultar em tempo de parada causado por falhas não previstas na máquina.
Parâmetros ideais
A aplicação de maiores velocidades de corte pode aumentar a taxa de produção, mas também pode haver aumento relativo dos custos das ferramentas de usinagem e outras ferramentas. Por outro lado, velocidades de corte mais baixas reduzem o custo das ferramentas de usinagem e outras em geral, mas geralmente há uma queda de produtividade.
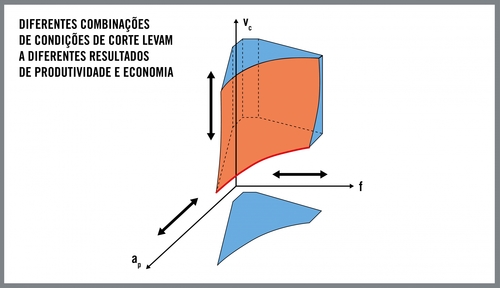
Uma abordagem equilibrada envolve redução na velocidade de corte aliada a aumentos proporcionais na taxa de avanço e na profundidade de corte. Uma maior profundidade de corte reduz o número de passadas de corte necessárias e, assim, reduz o tempo de usinagem. A taxa de avanço também deve ser maximizada, embora e qualidade da peça e os requisitos de acabamento da superfície possam ser afetados por taxas de avanço excessivas. Em alguns casos, o aumento da taxa de avanço e da profundidade de corte com velocidades de corte iguais ou mais baixas pode elevar a taxa de remoção de metal de uma operação até o valor obtido com simplesmente maiores velocidades de corte.
Quando se obtém uma combinação estável e confiável da taxa de avanço e profundidade de corte, a velocidade de corte pode ser utilizada para a calibração final da operação. O objetivo é uma maior velocidade de corte que reduza o custo das ferramentas de usinagem (por peça produzida), mas que não eleve excessivamente o custo das ferramentas de corte (por peça produzida) devido ao desgaste acelerado da ferramenta.
Um modelo de eficiência
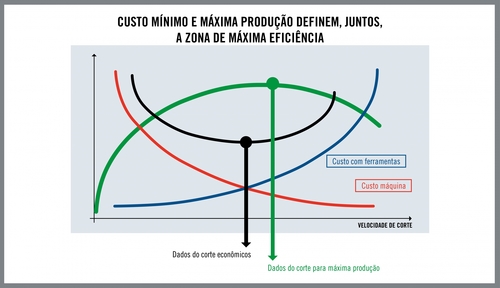
No início do século 20, F.W. Taylor, engenheiro mecânico americano, desenvolveu um modelo para determinar a vida operacional das ferramentas. O modelo mostra que, para uma dada combinação de profundidade de corte e de avanço, há um determinado intervalo de velocidades de corte em que a deterioração da ferramenta é segura, consistente e controlável. Ao trabalhar nesse intervalo, é possível quantificar a relação entre velocidade de corte, desgaste da ferramenta e vida da ferramenta. O modelo engloba rentabilidade e produtividade e proporciona uma visão clara do que levar em conta ao definir a velocidade de corte ideal para uma operação.
Em velocidades de corte mais baixas, a soma dos custos da ferramenta de corte e da ferramenta de usinagem produz o máximo de economia, com algum custo para a produtividade. Por outro lado, velocidades mais altas proporcionam o máximo de produtividade, mas a economia sofre. Entre a velocidade de corte mais econômicas e a velocidade que maximiza a produtividade está a velocidade de corte de máxima eficiência (HE).
Como observação, as questões econômicas e tecnológicas às vezes coincidem. Por exemplo, a tenacidade e a baixa condutividade térmica do titânio ditam que ele seja usinado a velocidades de corte mais baixas, enquanto essas geralmente implicam menor custo de usinagem. Nesse caso, as características da peça por si sós levam à adoção de parâmetros de usinagem que proporcionem um equilíbrio entre produtividade e economia.
A estabilidade do processo é fundamental
A chave para manter a produtividade e a qualidade das peças e evitar a geração de sucatas é o estabelecimento de um processo de usinagem estável. A definição pragmática da economia de produção global é "Garantir o máximo de segurança e previsibilidade dos processos, mantendo produtividade máxima e menor custo de produção".
Para estabelecer um processo estável é necessário criar um ambiente de produção ideal. Além de escolher o material da ferramenta, o revestimento e a geometria mais adequados para a peça e as operações em questão, deve-se considerar a otimização do programa CAM de usinagem, dos sistemas de suporte das ferramentas e da aplicação de refrigeração. A automação do trabalho, como o uso de paletes ou sistemas robóticos de carga/descarga de peças, deve também fazer parte do processo de integração, já que a manipulação de matéria-prima e peças acabadas pode gerar uma quantidade significativa de tempo de parada das máquinas.
Outras questões
Além das metas de produtividade e economia há muito estabelecidas, a indústria de produção cada vez mais enfatiza questões relativamente novas, tais como os problemas ambientais. Uma abordagem equilibrada com relação à economia de produção pode também ajudar a resolver essas questões. Sob velocidades de corte mais baixas, menos energia é necessária para remover material da peça. As reduções na profundidade de corte, acompanhadas de aumentos na taxa de avanço, proporcionam maior redução no consumo de energia. Velocidades de corte mais baixas aumentam a vida da ferramenta, reduzindo o consumo de ferramentas e a necessidade de descarte ou reciclagem. A redução na geração de calor resultante da aplicação de velocidades de corte mais baixas pode permitir a utilização de arranjos em que o uso da refrigeração seja mínimo ou nulo.
Conclusão
A adoção de estratégias globais de economia da produção requer a realização de uma análise geral do ambiente de usinagem e a aceitação de formas de pensar que se contrapõem a muitas práticas de operações de corte já estabelecidas. Mas a aplicação dos conceitos pode aumentar a economia e a qualidade das peças e permitir uma produção mais ambientalmente correta, ao mesmo tempo mantendo a produtividade em um processo de produção estável e confiável.
*O autor é gerente de educação técnica corporativa, Seco Tools.
O conteúdo e a opinião expressa neste artigo não representam a opinião do Grupo CIMM e são de responsabilidade do autor.
Patrick de Vos*
